
Skærende bord sikrer høj bøjningsnøjagtighed på trykbremse
For at sikre præcise, repeterbare formningsresultater er det vigtigt at kompensere for den afbøjning, der i sig selv forekommer i bjælken (rammen) og bordet på pressebremsen, når belastningen påføres. Uden afbøjningskompensation er det sandsynligt, at et emne vil have en form for deformation i midten, når den bøjes langs pressebremsens fulde længde. Dette gælder især for trykbremser på 8 fod eller længere, 80 tons eller mere, og når der bukkes lange eller store dele, men det kan også være tilfældet, når der dannes kortere emner. For at holde bøjningsvinklen ensartet over delens fulde længde, har en pressebremse et kronesystem, enten i bjælken, i bordet eller i begge dele.
I denne alder af korte batcher sikrer komplekse dele og hurtig omdrejning, kroning effektivitet, delnøjagtighed og repeterbarhed. Ved applikationer med høj tonnage hjælper crowning med at producere lige bøjninger i udfordrende materialer med høj styrke.
Crowning Basics
De fleste moderne trykbremser anvender et servohydraulisk system, hvor et lukket kredsløb styrer positionen af rammen. Ved hver ende af bjælken under venstre og højre stempler overvåger et positionsmålesystem bevægelsens og positioneringsnøjagtigheden af strålen. Maskinstyringen behandler disse oplysninger og bruger den til at placere strålen til en nøjagtighed på 0,01 mm. Det gør det ved at aktivere venstre og højre servoventiler øverst på hvert hydraulisk stempel.
Under en bøjningscyklus sikrer det servohydrauliske system, at stemplet i hver ende af bjælken når den programmerede position, der er etableret i maskinens styring, hvilket resulterer i den korrekte bøjningsvinkel. Fordi trykbremser har tendens til at afbøjes under belastning, især i midten af maskinen mellem stemplerne, vil vinklen i midten af pressebremsen være mere stump end vinklen under rammen. Uden indgreb vil denne afbøjning få bøjningsvinklen til at variere over længden af trykbremsen.
For at kompensere, kan trykbremser udstyres med et kronesystem, der genererer en modsat kraft, eller "kurve" for at kompensere afbøjningen af bjælken og bordet. Krydsningssystemet sikrer, at rammen og bordet er parallelle under bøjning (se figur 1 ).
Crowning er blevet brugt siden slutningen af 1970'erne og begyndelsen af 1980'erne. Efterspørgslen efter bremser med højere tonnage, højstålfast stål og behovet for at bøje længere længder har givet anledning til krangling, da maskindrammens afbøjning er større i disse applikationer.
Før bølgen eksisterede, måtte bremseproducenterne forkæde en kurve ind i pressebremsens bord for at kompensere for ca. 75 procent af maskinens afbøjning. I dag er systemer mere avancerede. Ved hjælp af programmerbare overspændingssystemer indtaster operatørerne arktykkelsen, længden, dysåbningen og materialets trækstyrke data i kontrollen, som automatisk bestemmer den virkelige afbøjning af bordet og rammen, og forspænding opnås for hver bøjning. Sammen opnår trykbremsens hydrauliske system og krølling en nøjagtig bøjningsvinkel med minimal operatørintervention.
Valg i Pressbrake Bending Crowning Table
Crowning anvendes generelt på trykbremser 80-tons, 8 ft eller større i størrelse. Overskridende kan anvendes på trykbremser med lavere tonnage, men det afhænger af længden af pressebremsebordet og applikationen. Jo længere afstanden mellem stolpe er, desto større er maskinens afbøjning. Desuden jo højere maskinens tonnage er, jo større er behovet for afbøjningskompensation. Til bøjning af både tykke og tynde materialer anbefales et kroge system.
Hydraulisk krølling og CNC-mekanisk kilestilkroning er de to mest almindelige typer af kranningssystemer. Et kilestilkronningssystem kan købes som tilsætningsbremse til en pressebremse gennem en bremsefabrikant eller værktøjsleverandør. Hydraulisk krølning er indbygget i maskinen. Omkostningerne ved disse systemer er sammenlignelige, så udvælgelsen er mere et spørgsmål om nøjagtighed, effektivitet og anvendelse.
Hydraulisk krølling påfører trykket på cylindrene under bøjningsslaget for at kompensere for maskinbøjning. De fleste af disse systemer er ikke i stand til at anvende kronen over hele sengen på maskinen. I stedet afhænger mængden af afbøjning, som crowning systemet justerer for, af cylinderplaceringen. Nogle hydrauliske kranningssystemer bruger kun en centercylinder eller et trecylindret system, og nogle giver over 60 procent af sengen, men ikke den fulde sengelængde.
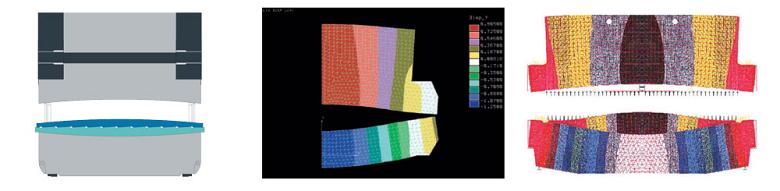
figur 1
Hvis den øvre og nedre stråle ikke er parallel under bøjningen, vil bøjningsvinklen variere langs længden af emnet.
De hydrauliske cylindre bruger alle samme hydraulikledning. Som følge heraf kan ingen enkelt cylinder anvende den fulde kronekraft; Denne kraft påføres over alle hydraulikcylindrene, uanset om der er to, tre eller 10.
Et kileformet kronesystem består af to rækker kile over sengens længde; en række er fast, og den anden er bevægelig (se figur 2 og 3 ). Kilen i midten af sengen har en højere hældning end kilerne under stemplerne, og hældningsvinklen falder mod rammen fra midten af sengen.
Når den bevægelige kil er aktiveret, skaber den en kurve med højden i midten af sengen og de lave punkter i begge ender af sengen under stemplerne for at skabe en spline kurve i bordet. Koblingssystemet, som automatisk styres, kompenserer for bedbøjningen og bjælken under forskellige bøjningskræfter. I et kile-system er bordet designet til at bære en vis belastning afhængigt af den krævede mængde. Visse kronesystemer giver en programmeringsnøjagtighed på ± 0,01 mm og positioneringsrepeterbarhed på ± 0,005 mm.
Kileanlægget regner med at klynge for hele sengen, fordi den er maskinbearbejdet specifikt til den seng. Det kan også håndtere afbøjningskompensation af højere tonnager og kortere sengelængder. Crowning kan justeres til at bøje ved enhver position på sengen. Denne justering foretages i realtid via kontrollen, så ingen produktionstid går tabt i processen.
I modsætning hertil er et universal kile system ikke specielt til en trykbremse og er bygget af et standard kile design. Det kan styres af CNC og det vil tage højde for afbøjning, men det er ikke specifikt for applikationen eller dets materialer. Det bruger heller ikke en central database til at faktorere mængden af afbøjningskorrektion, der kræves, så dens krølleevne er begrænset og mere kompleks.
Et universalkrydsningssystem kan eftermonteres til en eksisterende trykbremse for at opgradere sine evner. Det kan også monteres på en mindre tonnage, trykbremse på indgangsniveau, der ikke tilbydes med kranning for at give operatøren mere kontrol over bøjningsprocessen.
Et system til eftermontering kan være gavnligt og er nogle gange nødvendigt, især når applikationen ændres eller udvikles. For eksempel, hvis en HVAC-producent bevæger sig fra at fremstille boligkomponenter, som kan formes effektivt uden at krøller sig til at lave meget større, tungere komponenter til industrielle enheder, dikterer den nye delprofil behovet for oversvømmelse. Krydsningssystemet øger effektiviteten ved at eliminere antallet af justeringer og opsætninger for at producere længere bøjlængder.
Afbøjning af udformning af udfordringer for pressebremsningstabellen
Ved at sikre en ensartet vinkel på tværs af bøjningens længde reducerer overbelastning også opsætningsoperationer, minimerer skrot og eliminerer behovet for operatørintervention eller for en højt kvalificeret trykbremseoperatør.
Uden et kronesystem er overvinde maskinafbøjning en manuel betjening ved hjælp af shims eller gennem justering af matricerne. Beregning af mængden af shimming kræves kan være en tidskrævende proces, ofte en af forsøg og fejl, der producerer dyrt skrot. Selv erfarne installationsoperatører vil generere en del skrot, når de dele på en maskine med en manuelt justeret krølleseng.
Et CNC crowning system producerer automatisk disse beregninger. Det reducerer også det niveau af færdighed, der er nødvendigt for at betjene maskinen, hvilket forbedrer effektiviteten og produktiviteten.
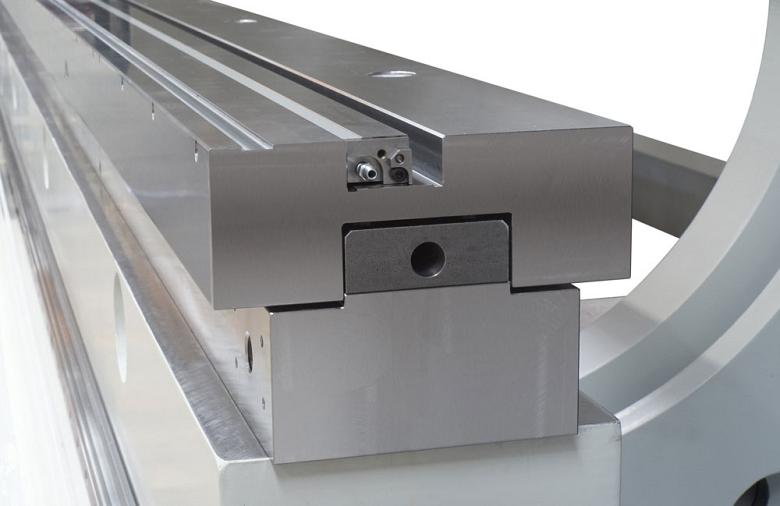
Figur 2
Dette kilestilssystem er specialfremstillet til hver trykbremse. De tilhørende komponenter er ma
Imidlertid kan ingen krøllesystem kompensere for problemer med værktøj, såsom dårlig stød og dørjustering og asymmetrisk glidning af emnet. Ikke-præcision eller ujævnt slidt værktøj vil danne dele med inkonsekvente vinkler. Værktøjsproblemer er delvis ansvarlige for problemer forbundet med ikke-ensartede vinkler langs en bøjning.
Precision-ground værktøj hjælper med at sikre præcise bøjningsvinkler langs hele bøjningslængden. Dyserne har en progressiv radius på begge sider af V-åbningen, så materialet kan strømme ind i dysen jævnt og med mindre træk (se figur 4 ).
High-tonnage applikationer til større pressebremse bøjning
Et CNC-kronesystem kompenserer for den symmetriske afbøjning af trykbremsen. Når materialegenskaber er de samme over længden af delen, er standardkroningen tilstrækkelig. Men når de materielle egenskaber er variable og mere udfordrende - især med tyngre eller længere emner og i materialer med høj trækkraft som S1100, S1300, Hardox® og Armox® - et mere avanceret programmerbart kronesystem, styret af CNC, giver mere kompensation for maskinens afbøjning og i sidste ende mere fleksibilitet.
Materialer med høj trækstyrke kræver mere kraft til at bøje, har mere springback og kræver derfor mere kroning (se figur 5 ). Brugen af højspændingsmaterialer stiger, især i store bøjningsanvendelser (12 ft eller længere), da producenterne ser ud til at reducere vægten af slutproduktet uden at bringe strukturel integritet i fare.
Overskridelse er endnu mere kritisk for tandem, tridem eller quadem trykbremser, som kombinerer henholdsvis to, tre eller fire trykbremser af tilsvarende eller ulig tonnage i en synkroniseret konfiguration. Disse systemer synkroniserer maskincylindrene hver 5. millisekunder, og kontroller løbende for at sikre konstant lige bevægelse i maskinen. Nogle af disse maskiner bruger endnu en slags krøllesystem, der indeholder et dobbelt kranbord. Det er i det væsentlige to CNC-kronesystemer oven på hinanden med en asymmetrisk, men komplementær kronprofil.





